i. Vorsichtsmaßnahmen bei der Lagerung
Feuchtigkeitsempfindlichkeitsstufe (MSL):MSL3
Lagerbedingungen:
Temperatur: -5~40°C, Feuchtigkeit: ≤60 % relative Luftfeuchtigkeit
Frei von korrosiven Gasen. Nach dem Entfernen der Vakuumverpackung sollte der Kondensator nicht länger als 24 Stunden der Luft ausgesetzt werden. Nicht verwendete Kondensatoren sollten erneut vakuumiert oder in einem trockenen Schrank aufbewahrt werden.
ii. Vorsichtsmaßnahmen vor dem Löten
Tantalkondensatoren kann durch Wellenlöten, Reflow-Löten und Handlöten befestigt werden. In den Fällen A, B, C, D, D1 und E wird die Verwendung von Reflow-Löten empfohlen (falls Handlöten erforderlich ist, siehe 2. Vorsichtsmaßnahmen für Handlötarbeiten) und Gehäuse F und höher sind nur zum Handlöten geeignet (Tantalkondensatoren mit großem Gehäuse werden durch Reflow-Löten gelötet, aufgrund der Ausdehnung des Kerns kann es sehr leicht zu Rissen im Gehäuse kommen.).
1. Backbehandlung
Bei CA55-Kondensatoren, die länger als 24 Stunden ausgepackt und der Luft ausgesetzt waren, muss der Benutzer vor der Verwendung das Klebeband entfernen und ein zweites Backen bei Luftfeuchtigkeit durchführen ≤ 60 % relative Luftfeuchtigkeit, um sicherzustellen, dass vor dem Löten keine übermäßige Feuchtigkeit im Inneren des Kondensators absorbiert wird. Die empfohlene Backtemperatur und -zeit sind:
A. Für CA55-Kondensatoren, die länger als 24 Stunden ausgepackt und der Luft ausgesetzt waren, wird empfohlen, sie vor dem Löten 12 Stunden lang bei 125 °C zu backen.
B. Bei CA55-Kondensatoren, die länger als eine Woche ausgepackt und der Luft ausgesetzt waren, müssen Gehäuse A, B, C, D1, D und E 24 Stunden lang bei 125 °C gebacken werden; Fall F und höher sind nur zum Handlöten geeignet und müssen vor dem Löten nicht gebrannt werden.
2. Handlöten
Kondensatoren, die von Hand gelötet werden, müssen vor dem Löten nicht gebrannt werden, die Temperatur der Lötkolbenspitze sollte jedoch streng kontrolliert werden. Es wird empfohlen, eine Löttemperatur von 280–350 °C zu verwenden ℃ (30-W-Leistungslötkolben, antistatischer elektrischer Keramiklötkolben wird empfohlen). Gleichzeitig ist zu beachten:
A. Es ist verboten, das Elementsubstrat direkt mit einer Lötkolbenspitze zu erhitzen. Denn ein übermäßiger Temperaturschock kann die innere Mikrostruktur des Bauteils beschädigen und zu Leistungseinbußen führen.
B. Das Lötpad muss mit Lötpaste vorgedruckt werden und die Dicke der Lötpaste sollte zwischen 0,15 mm und 0,20 mm kontrolliert werden.
C. Es ist notwendig, eine Leiterplattenheizung zu verwenden, um die verklebten Komponenten auf mindestens 125 °C vorzuwärmen ℃~150 ℃/5 Minuten, wobei darauf zu achten ist, dass die Temperatur des Bauteilsubstrats möglichst nahe am Schmelzpunkt der Lotpaste liegt.
D. Die Position der Lötkolbenspitze zur Löterwärmung ist das Lötpad, nicht das Bauteilsubstrat.
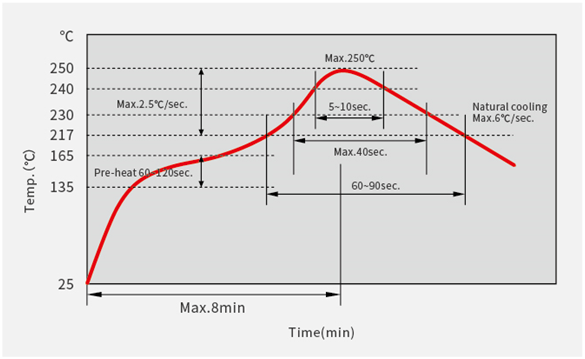
3. Reflow-Löten
Die Reflow-Lötkurve ist für die Fälle A, B, C, D, D1, E geeignet:
Bleifreie Kondensatoren: Die maximale Löttemperatur beträgt 250 ± 5 °C
Bleikondensatoren: Die maximale Löttemperatur beträgt 235 °C±5℃





 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt